中文
English
日本語
4009 688 966
首页
走进山田
山田简介
企业文化
发展历程
荣誉资质
山田风貌
新闻资讯
山田动态
行业资讯
视频中心
产品中心
PCD刀片类
PCBN刀片类
PCD铰刀类
车削工具类
铣削工具类
钻削工具类
行业应用
汽车行业解决方案
服务支持
售后服务
在线反馈
下载中心
加入山田
人才理念
人才招聘
员工活动
联系我们
伺服壳体加工方案
首页
>
行业应用
>
伺服壳体加工方案
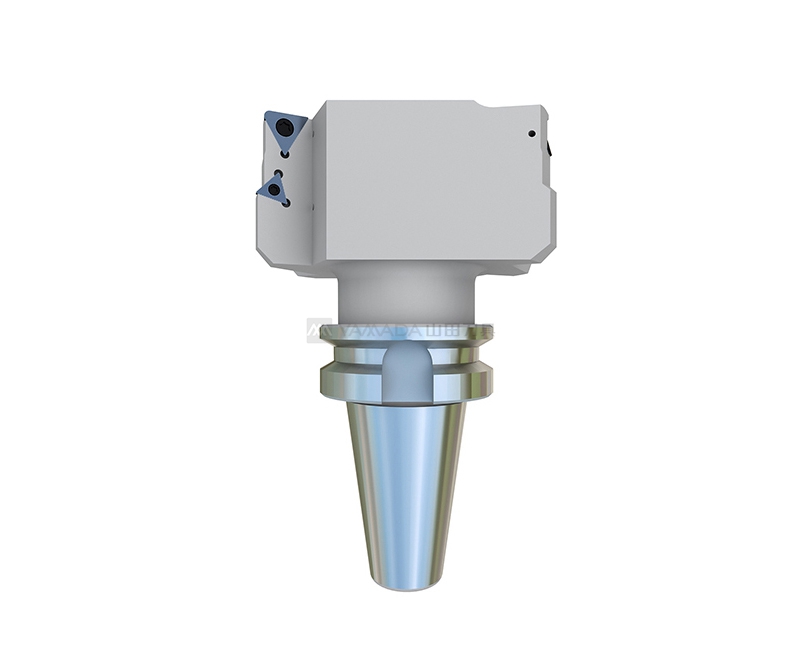
可转位成型铣刀
可转位成型铣刀
粗加工伺服壳体大孔。根据产品加工要求采用一体式可转位刀体设计。刀体经真空热处理大大提高了加工刚性,适用于大进给、高效率的切削环境。刀具内冷孔设计,在加工时可以达到理想的冷却和排屑效果。刀具出厂预设动平衡等级G2.5,满足高速切削状态下的稳定性降低对机床主轴的磨损。完美的加工质量使刀具拥有很高的性价比!
了解更多
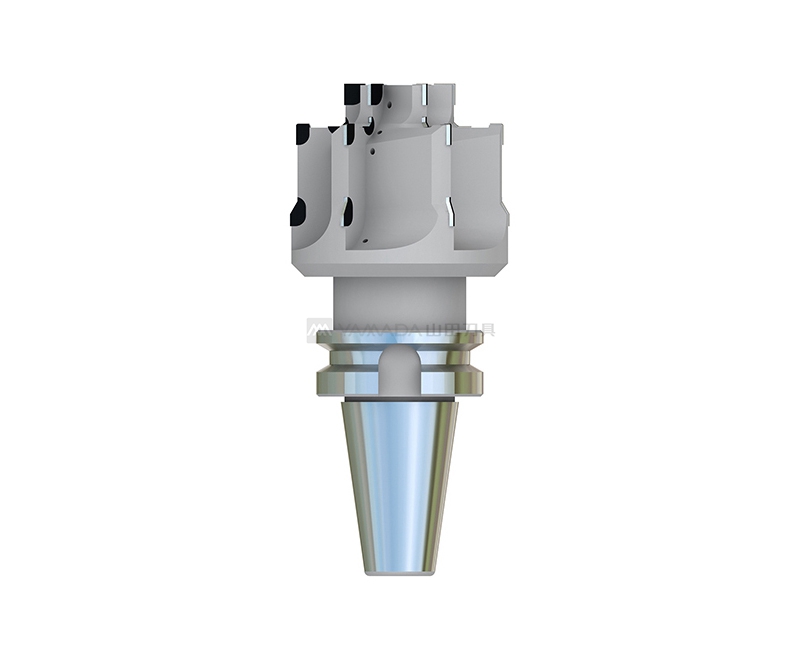
PCD成型铰刀
PCD成型铰刀
粗精加工伺服壳体偏心大孔。在薄壁、破孔、大直径状态下来保证严格的孔径、圆度、粗糙度要求无疑是巨大的挑战。该刀具采用整体式六刃结构设计,先进的制作工艺保证严格的刀具公差,微米级刃口跳动,精密的动平衡等级大大提高了加工件的稳定性,使高难度孔加工也能拥有很高的加工效率!
了解更多
PCD成型铰刀
PCD成型铰刀
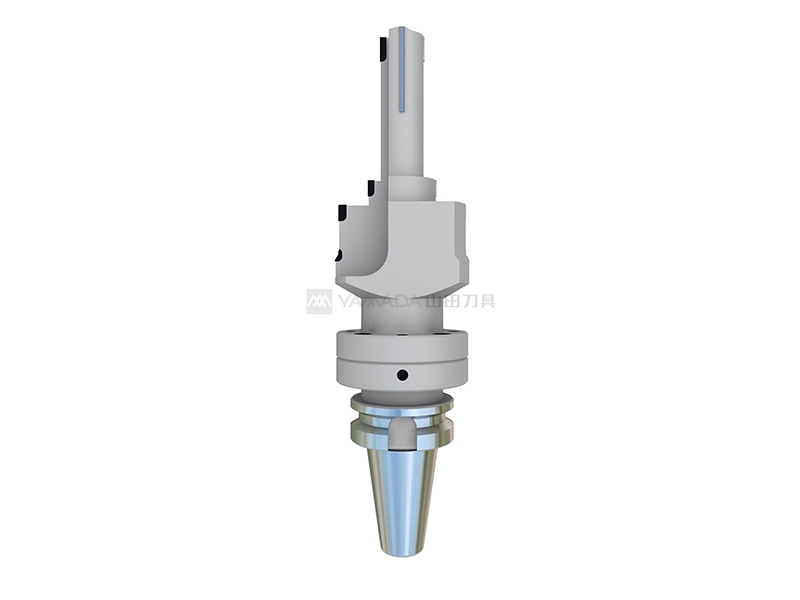
粗精加工伺服壳体阀芯孔。法兰式刀柄设计可以精准的调节刀具的跳动和垂直度,弥补机床主轴跳动不良,保证刀具在机床上有良好的尺寸精度。刀具导向条的运用可以保证工件两轴承孔的同心度,并能有效的抑制震动,提高表面粗糙度。巧妙的中心出水设计使刀具在深孔加工时能有良好的出水及排屑效果,大大提高了工艺的安全性!
了解更多
PCD槽铣刀
PCD槽铣刀
精铣阀芯孔内环槽。大胆创新的设计理念,使成型加工成功的运用到槽铣中来。多根槽一次成型铣削,减少刀具使用及换刀次数,大大提高了加工效率。刀具中心出水设计,可以有效减少切削区域的加工热量,减少刀具磨损,使刀具拥有更长的加工寿命!
了解更多
汽车行业解决方案
动力系统
转向系统
伺服壳体加工方案
长壳体加工方案
转向节加工方案
传动系统
制动系统
空调系统
变速箱系统
微信二维码

 可转位成型铣刀
可转位成型铣刀
 PCD成型铰刀
PCD成型铰刀







{kind=link}
{kind=link}
{kind=link}
{kind=link}