
 PCD铰刀
PCD铰刀
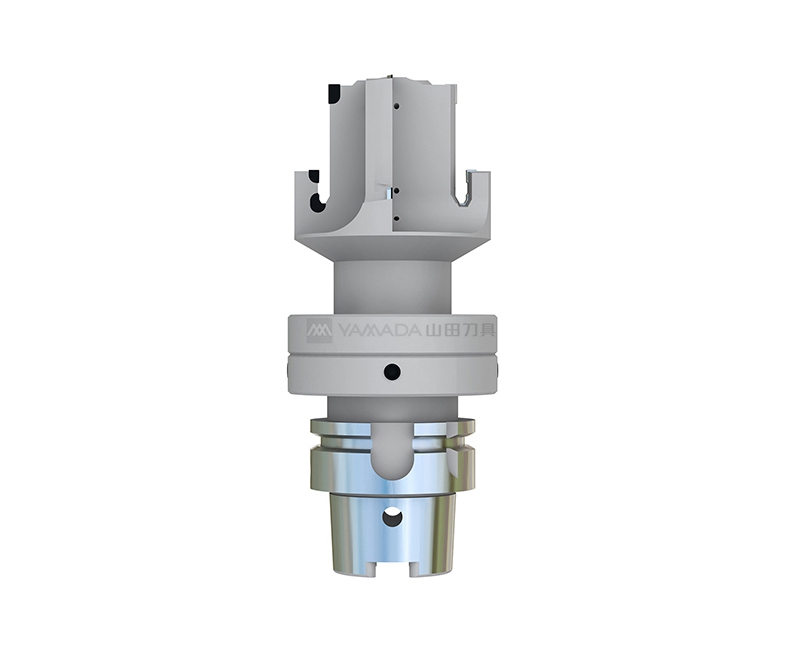
 PCD成型铣刀
PCD成型铣刀
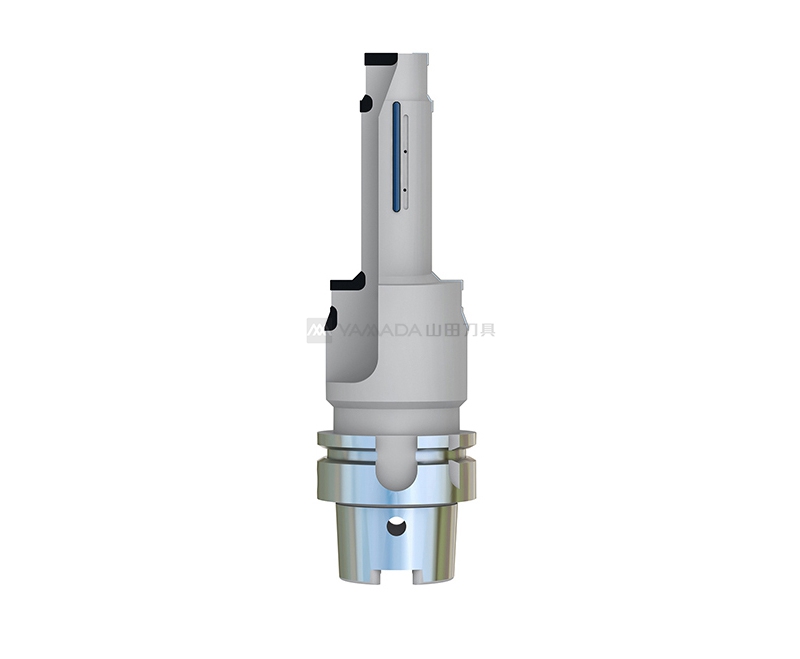
 PCD成型铣刀
PCD成型铣刀
 PCD成型铰刀
PCD成型铰刀




微信二维码



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}