
 硬质合金深孔钻
硬质合金深孔钻
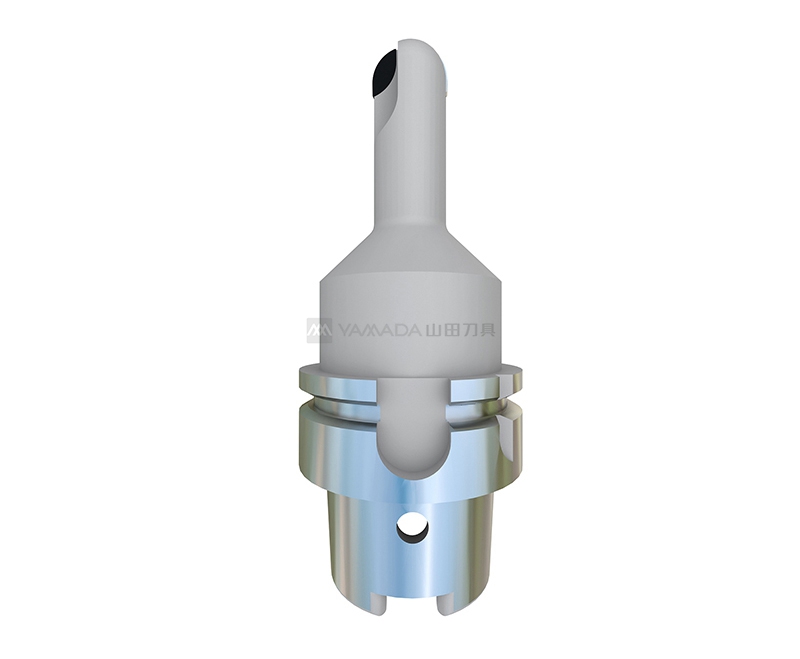
 PCD球头铣刀
PCD球头铣刀
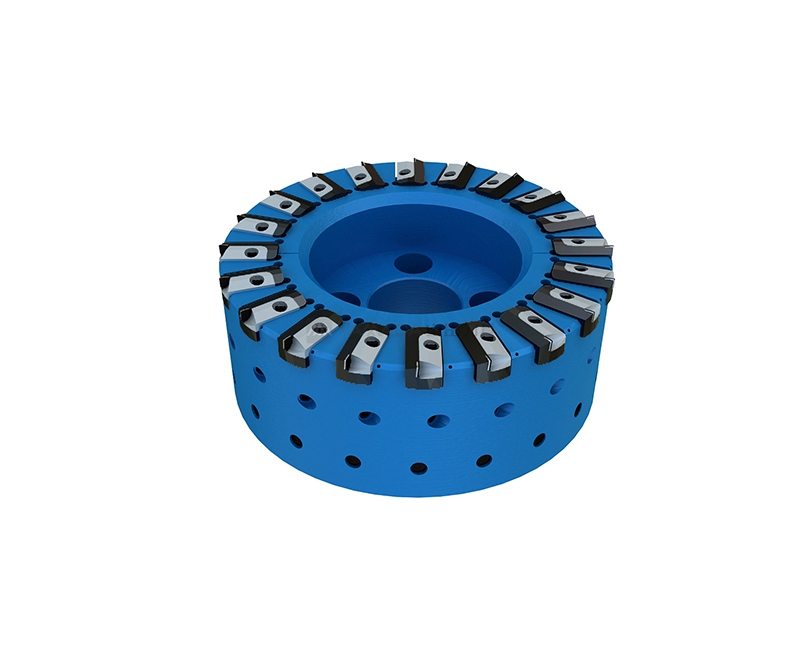
 PCD面铣刀
PCD面铣刀
 PCD铰刀
PCD铰刀




微信二维码



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}