中文
English
日本語
4009 688 966
首页
走进山田
山田简介
企业文化
发展历程
荣誉资质
山田风貌
新闻资讯
山田动态
行业资讯
视频中心
产品中心
PCD刀片类
PCBN刀片类
PCD铰刀类
车削工具类
铣削工具类
钻削工具类
行业应用
汽车行业解决方案
服务支持
售后服务
在线反馈
下载中心
加入山田
人才理念
人才招聘
员工活动
联系我们
缸体加工方案
首页
>
行业应用
>
缸体加工方案
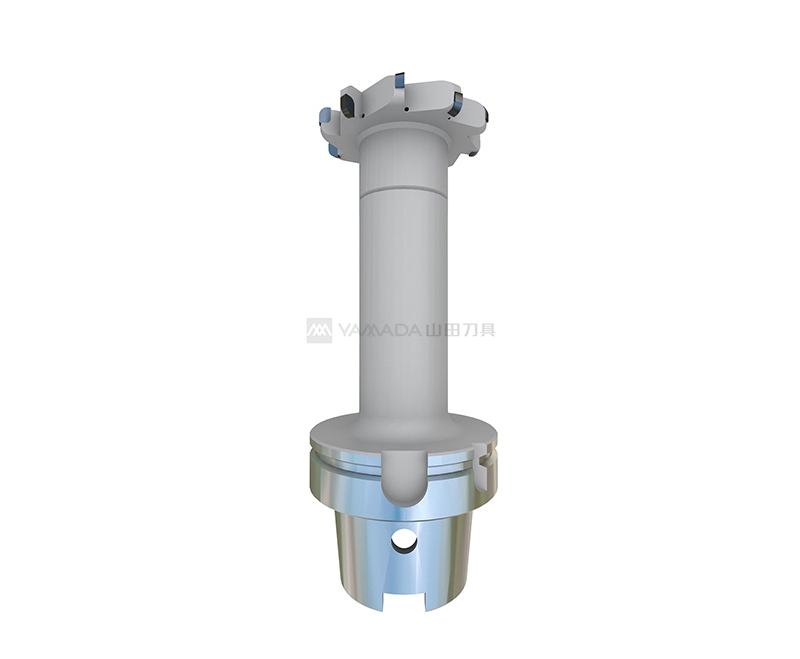
可转位镗刀
可转位镗刀
粗加工缸孔,刀体采用一体式HSK高速刀柄加微调小刀夹设计,微调机构使刀尖的径跳和端跳达到最小化,尽可能降低粗加工过程中所产生的切削力。刀片采用专为铸铁开发的BT31CBN材质,耐磨损,耐高温使刀具拥有更高的使用寿命,以最优的性价比高效的完成缸孔粗加工!
了解更多
珩磨头
珩磨头
粗精绗缸体缸孔,先进的生产设配,现代化生产工艺保证了珩磨头的归圆精度,高精度的珩磨头配合机床在线监测功能保证了缸孔圆度和圆柱度的公差要求,稳定的产品质量提高了工件的使用性能。
了解更多
PCD三面刃铣刀
PCD三面刃铣刀
铣削轴瓦端面,密齿式刀刃设计大大提高了每转进给量,降低切削阻力和振动,刀具出厂预设动平衡等级G2.5,充分提高了刀具在高效率加工中的稳定性和精度。刀头部分采取可换形式,不仅可以快速的更换失效的刀具而且大大提高了刀柄的利用率,进一步提高生产效率降低产品成本!
了解更多
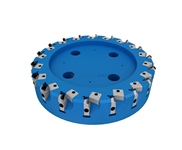
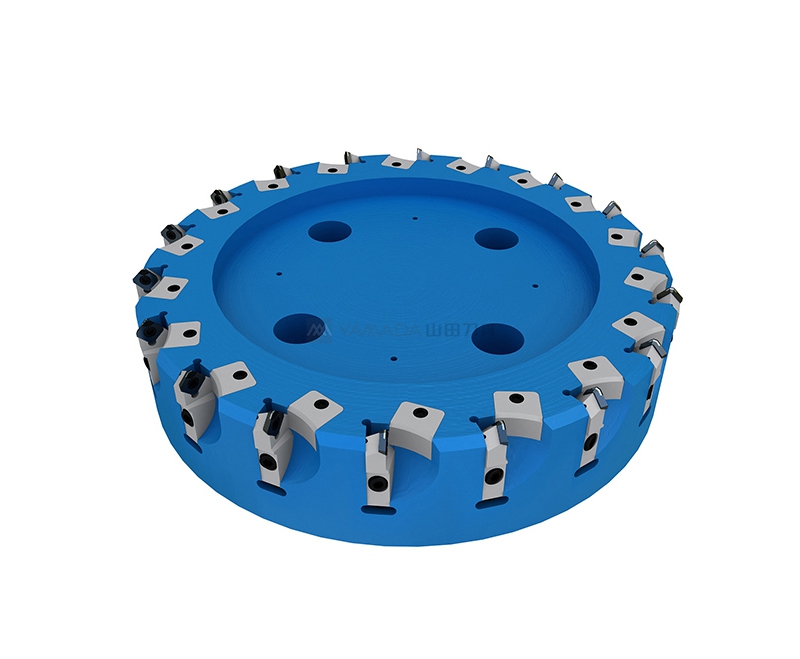
PCD面铣刀
PCD面铣刀
精加工缸体主平面,采用切削刀片和修光刀片相组合的模式,切削刀片设计有负倒棱以满足双材质加工时所产生的大冲击力,防止刀具崩刃,最大限度的发挥刀具的使用寿命。修光刀片有多种刃型可选,以满足客户对表面RZ、PT值的特殊需求。超短的交货期,简单的操作方法,更高的经济性,真正降低了客户的单件成本!
了解更多
汽车行业解决方案
动力系统
缸盖加工方案
缸体加工方案
节气门加工方案
活塞加工方案
涡轮增压加工方案
油底壳加工方案
转向系统
传动系统
制动系统
空调系统
变速箱系统
微信二维码

 可转位镗刀
可转位镗刀
 珩磨头
珩磨头






{kind=link}
{kind=link}
{kind=link}
{kind=link}